А.Ю. Коротченко (МГТУ им. Н.Э. Баумана)
К вопросу о «рекламе и действительности»
A.Y. Korotchenko
On the Issue of «Advertising and Reality»
В последние годы развернулись жаркие дискуссии о преимуществах и недостатках того или иного метода уплотнения сырых песчаных форм (ПФ), используемых в формовочных автоматах литейных линий.
Договоримся, что все способы уплотнения ПФ должны отвечать главному требованию – обеспечить получение качественной формы при минимуме энергозатрат. Под качеством формы будем понимать комплекс ее свойств, обеспечивающий заданную массовую и размерную точность отливки. Качество формы, в свою очередь, связано с распределением плотности (твердости) смеси по объему формы, в том числе, с глубокими карманами и тонкими стенками моделей.
Сформулируем требования, которым должны отвечать способы уплотнения ПФ:
- независимость действия внешних нагрузок, приложенных к разным областям формы, друг от друга;
- динамическое приложение внешней нагрузки;
- простота и надежность оборудования, соблюдение санитарных норм;
- управление действием внешней нагрузки на разные области формы.
Обоснование этих требований изложено в ранних статьях автора [1…3] и поэтому здесь не рассматривается.
Сегодня нам предлагают, по существу, всего лишь два способа уплотнения ПФ:
- продувкой формы воздухом с последующим прессованием многоплунжерной головкой (при этом, воздух может по-прежнему поступать в форму);
- сочетанием нижнего и верхнего прессования.
Ни первый, ни второй способы в полном объеме не отвечают вышеизложенным требованиям. Следует констатировать, что после бурного развития новых способов уплотнения ПФ в 70…90-е гг. прошлого столетия, мы имеем узкий выбор на рынке формовочных машин и автоматов. Поскольку круг оборудования узок, а номенклатура отливок широка, появляется соблазн расширить возможности того или иного способа уплотнения.
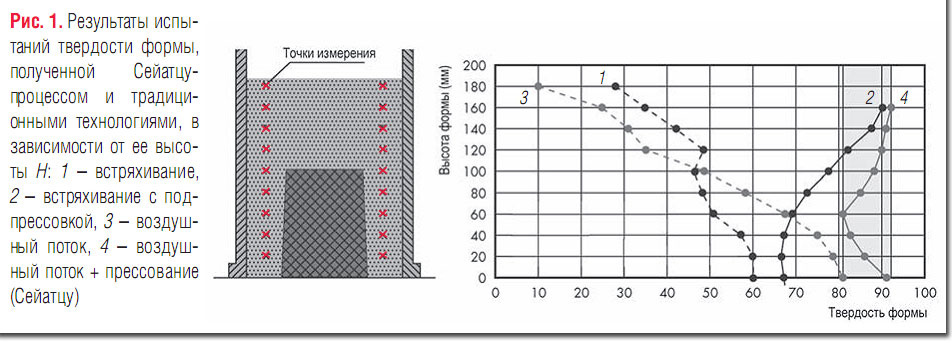
В качестве примера рассмотрим некоторые доводы за и против того или иного способа уплотнения ПФ. На рис. 1 показаны кривые распределения твердости смеси по высоте формы, по данным фирмы HWS Sinto, которая предлагает уплотнение ПФ Сейатцу-процессом (продувка формы воздухом с последующим прессованием). Согласно кривым на рис. 1, Сейатсу-процесс имеет явное преимущество над импульсным уплотнением и встряхиванием с подпрессовкой.
На рис. 2 приведены кривые распределения твердости смеси по высоте формы, по данным фирмы Savelli, которая предлагает уплотнение ПФ по технологии Formimpress (сочетание нижнего и верхнего прессования). Здесь, в свою очередь, преимущества Formimpress над остальными, включая и Сейатсу-процесс, неоспоримы.

Сравним кривые на рисунках 1 и 2 с позиции литейщика-технолога. Отметим, что данные на рис. 1 получены в 90-е гг. XX в., а на рис. 2 – в 10-е гг. XXI в.
- На рис. 1 показано, что кривые получены для случая уплотнения смеси в форме с глубокими карманами, что весьма актуально на производстве. На рис. 2 такие данные отсутствуют, остается только догадываться, как проводился эксперимент. Отсюда очевидный вывод: данные рис. 2 – просто картинка, абсолютно неинформативная для специалиста.
- На рис. 1 высота кома смеси после уплотнения составляет 180 и 160 мм (в зависимости от способа уплотнения), а на рис. 2 – 340 мм. Следовательно, в первом случае насыпная высота кома смеси была ~ 300 мм, а во втором ~ 500 мм. При разной высоте опок, кривые на рис. 2 практически повторяют кривые рис. 1, что странно, так как характер уплотнения смеси в большой степени зависит от высоты кома смеси.
В качестве доказательства посмотрим любой учебник по технологии, где, в частности, указаны рациональные размеры высоты кома смеси для технологий встряхиванием и прессованием. Оценивая вид кривой 5 на рис. 2, можно предположить, что она относится к случаю уплотнения смеси в форме без модели. Когда же нет конкретной формы на рисунке, придумать можно все что угодно, в том числе, возможна и гипотеза автора статьи об отсутствии модели.

А если это так, то сравнение кривых 1…4 неуместно, а сама кривая 5 теряет всякую информативность для специалиста. Если форма действительно без модели, то зачем эта кривая нужна? Для выбора способа уплотнения такие кривые бесполезны. Нужны реальные формы с реальными моделями.
Рассмотрим еще одну характеристику процесса, на этот раз фирмы Georg Fischer (+GF+), которая предоставлялась потребителям в 90-е гг. прошлого века. На рис. 3 изображен характер нарастания давления над контрладом формы при использовании способа уплотнения Impact-Plus.
Не вдаваясь в подробности описания процесса, обращаем внимание на разрыв по оси времени при нанесении первого импульса. В пресс-релизах этот временной интервал никак не оговаривается, а на практике он может быть настолько велик, что становится сравним со временем продувки формы в случае Сейатсу-процесса, что кардинально изменяет характер уплотнения смеси и технологическую оснастку.
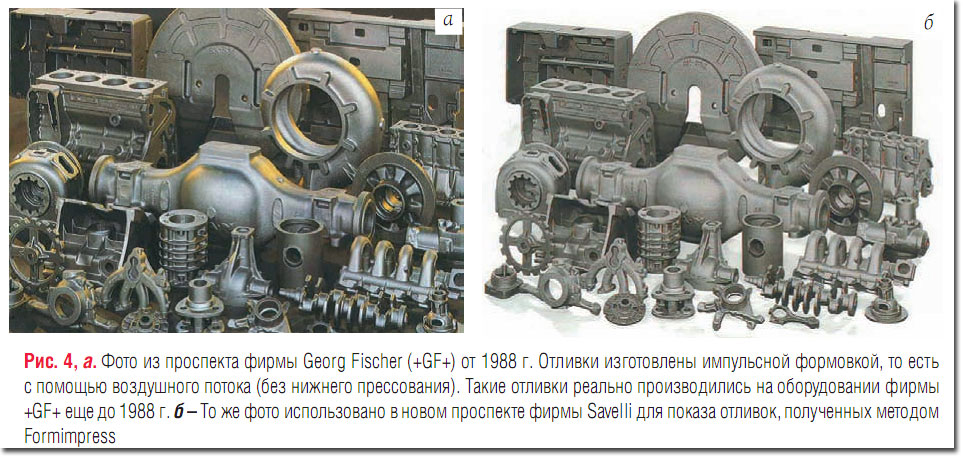
Хотелось бы также предложить специалистам фирм внимательнее относиться к оформлению своих предложений. Так, на рис. 4, а показана часть проспекта фирмы Georg Fischer конца XX в., а на рис. 4, б – фирмы Savelli (настоящие дни). Видим, что фирма показывает те же самые отливки, хотя из проспектов становится понятно, что они изготовлены совершенно разными способами уплотнения. Это еще раз подтверждает просьбу-требование к рекламе – больше объективности и уважения к потребителю.
Выводы
Предлагаемые фирмами технологические данные должны быть ориентированы на специалистов. Главное – не картинка, а показ действительно принципиальных моментов того или иного процесса, в результате чего могут быть сделаны объективные выводы. Неполная (скрытая) информация порождает недоверие к фирмам, активно продвигающим на рынок тот или иной продукт, и может приводить к большим убыткам потенциальных покупателей.
Руководители предприятий, принимающие решения о покупке того или иного оборудования, должны тщательнее проводить маркетинговые исследования рынка с тем, чтобы потраченные средства приносили максимальную отдачу.
Список литературы:
- Тенденции развития способов изготовления разовых форм из сырых песчано-глинистых смесей // Литейное производство. – 1994. – №9. – С. 3.
- Способы изготовления разовых форм для литья прецизионных отливок // Вестник МГТУ им. Н.Э.Баумана. Машиностроение. – 1994. – №4. – С. 4.
- Использование динамических способов при уплотнении сырых песчано-глинистых смесей // Литейное производство. – 1991. – №5 – С. 2.
|